 谘詢熱線:86-755-29773559谘詢熱線:86-755-29773559
谘詢熱線:86-755-29773559谘詢熱線:86-755-29773559
深(shēn)圳市(shì)激情A片久久久久久app下载模具有(yǒu)限公(gōng)司
電話(huà): 86 - 755 - 2977 3559
電話: 86 - 755 - 29604615
傳真: 86 - 755 - 2960 4572
郵箱: kexiangmold@126.com
sales@cousunmold.com
地址: 深圳市光明新區公明街道西田社
區第二工業區(qū)24棟A區(qū)
一、引言:
本文主(zhǔ)要是對汽車左右安全帶固定件類似的產品產生嚴重的變形問題(tí)進行研究、優化。變形無論是對製品(pǐn)的外觀還是使用性能而言,都將會產生嚴重的質(zhì)量問題。通過運用 Moldflow 3D技術的高(gāo)仿真求解器解析製(zhì)品產生變形的原因,找出應(yīng)對方案,為企(qǐ)業實際生產提供優化(huà)及參考。
二、變形(xíng)分析概述:
此產品要求較高,特別是產品的變形問題,此類產品的變形至今都很難找到準確的應對方(fāng)法,生產(chǎn)出來的產(chǎn)品變形較大,基本上都是超出公差範圍(wéi),客戶(hù)不能接受。那麽交樣或批量生產該怎麽(me)進行(háng)呢?
我想每個公司都有自己的(de)方法,但問題不解決製品肯(kěn)定會出現潛在的問題,例如應力釋放(fàng)(在一定的溫度下)的一(yī)天,釋放之後的產品將會出現變形。又或者製品的機(jī)械性(xìng)能降低,在出現意外事故的過程(chéng)中(zhōng),產品的機械性能明顯下降致使產品斷裂等。 產品變形產生的原因有很多,歸根結底都是由於製品的收縮不均導致製品各區域的拉力(lì)大小不等的結果。應對方案也有很多,通常解決製品變形的方法有:加筋(jīn)位(wèi)、調整(zhěng)冷卻液溫度、局部區(qū)域(yù)加(jiā)減(jiǎn)膠、改變澆口位置(zhì)、改變(biàn)分子(玻纖)取向、修(xiū)改製品結構、調整工(gōng)藝等。
那麽我們需要有針對性的對不同產品進行分析,在(zài)分析時我們都會(huì)運用(yòng)相關的軟件進行(háng)模擬,這裏介紹一下Moldflow軟件,Moldfllow軟件裏麵有中性麵、雙層麵和3D這些網格類型,不同的產品(pǐn)應該使用(yòng)不同的網格類型,因(yīn)為分析的準確性不一樣。即使選對了網格類型分析出(chū)來的變形結果有的仍和實際打出的產品相差較大,那麽是什麽原因導致的呢?原(yuán)因(yīn)有:不可信的(de)UDB、工藝設置(zhì)、實際試模(mó)的機(jī)台、水路和水溫等,在(zài)這裏簡單(dān)的講一下材料(liào)的UDB文件,我(wǒ)們知道Moldflow材料庫中的(de)部分UDB文件和大多數材料廠商所提更的材料UDB均沒有測試修正後的(de)收縮,這樣的誤差最高(gāo)可達到一(yī)半的比例,不過Moldflow作為注塑界(jiè)的知名軟件(jiàn)分析出的結果(guǒ)肯定是和實際產品變形(xíng)趨勢是一致的,能(néng)否將軟件運用(yòng)到實際當中去,這就需要Moldflow工程師應當具備(bèi)各方麵的技能和經(jīng)驗。
三、案例描述 :
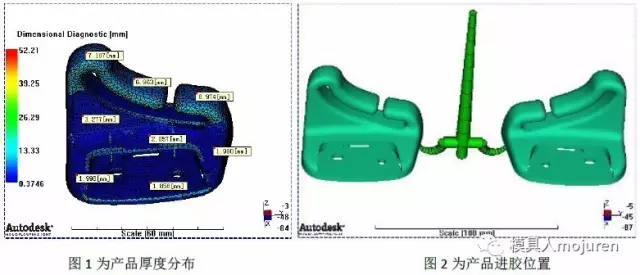
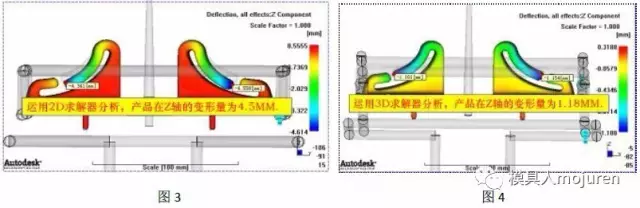
此產品為汽(qì)車安全帶固(gù)定件(jiàn): 產品最大外形尺寸:70*45*63,產品平均肉厚:1.8~7.0mm,產品肉厚差異較大,因此采用3D網格分析,如圖1所示。材料:ABS+PA6-GF8 Terblend N NG-02 : BASF .此材料已做修正,質量指示器為銀級,此材料可信度較高。 模(mó)具為一(yī)模兩件,由於產品(pǐn)量(liàng)大,因此進膠方式為冷(lěng)流道隧道澆口進(jìn)膠,如圖2所示。
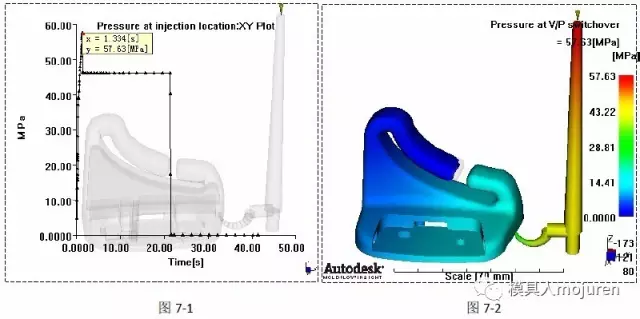
此產品雖有拐角,但不可使用(yòng)雙層麵網格含有拐角效應的選項進行分析(xī),由於此產品的形狀、壁厚分部(bù)不均且壁厚變化較大已(yǐ)不符合使用雙層麵網格的要求(在這裏我(wǒ)用雙層麵網格分析了一下,如圖3所示。分析(xī)出的變形高達4.5MM),因此(cǐ)采用3D網(wǎng)格分析,分析出來的產品最大變形為1.18MM,如圖4所(suǒ)示。
我們對產品做了1.2MM的(de)反變形,理論上試模出來的產品(pǐn)不會變形,但實際試模出來的產品仍有1.8MM的變形,通過調整各種工藝參數(shù)均無效,試模之後的產品如圖5-1、5-2、5-3所示

四、案例分析及改善方案(àn):
此產品用Moldflow 3D技術分析(xī),也已經做了反變形,但實際試(shì)模出的產品仍有較(jiào)大的(de)變形。
1.澆口冷卻時間:
使用牛角進膠在Moldflow軟件中模擬出來的變形為1.2MM,使用澆口大小為1.2MM,我們來看一下澆口的凍結時間,如圖6-1、6-2所示。
可以看到產品最後區域高達146S才可頂出,離澆口最近的區域也要近30S才可頂出,而澆口隻需11S就可頂出,可見澆口冷卻過早,製品得不到充分的補縮,因此在頂出之後產品的收(shōu)縮較(jiào)大,導致產品變形(xíng)也較大,那麽在軟件裏麵的變形為什麽保壓充分和保壓(yā)不充分產品的變形都是隻(zhī)有1.2MM呢?答案很明顯理論與實際不相符,實際所采用的工藝以及其他方麵的問題都有可能會造成產品的變形。在這裏要考察Moldflow工程師(shī)實際解(jiě)決問題的能力。
2.填充壓力:
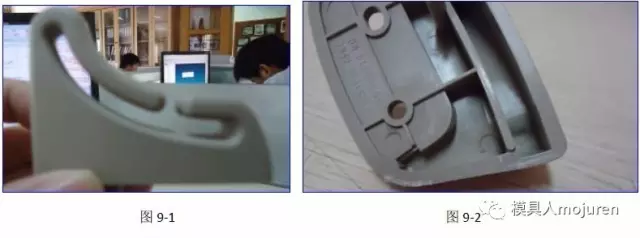
在製品填充的過程中壓力最好(hǎo)不要(yào)太(tài)大,較大的壓力會使壓力(lì)很難均(jun1)勻的傳遞到產品的各區域,很有可能造成薄壁區域的快速冷卻(què),繼而阻止後(hòu)繼壓(yā)力的傳遞,形成(chéng)蝴蝶效應。這種不(bú)良的效應破壞性相當大,會造成產品很多方麵的缺陷。此(cǐ)產品噴嘴處(chù)的壓力及轉換時的壓力,如下圖7-1、7-2所(suǒ)示
上圖可以看到(dào)此(cǐ)產品的壓力並不大,因此此產品的變形(xíng)不是壓力較所致。
3.解決方(fāng)案:
我們知道對這(zhè)個產品而言(yán)不論澆口位置移動到什麽(me)地方,玻纖經過產(chǎn)品上側的流動及(jí)取向都是一樣的,因此移動澆口位置改變不了玻纖的取向。要解決此產品的變形隻能(néng)將壓力降低和充分補料,同時不可將冷料帶到模腔中去(qù),我們知道此材料特(tè)別容(róng)易在高溫下冷卻,澆口處很容(róng)易出現流延和冷料,繼而堵塞澆口。因此取消牛角進膠取而代之為搭底(dǐ)進膠,同時也可(kě)降低壓力。修改方案如圖8-1、8-2所(suǒ)示。

在這裏製品仍做了1.2MM的反變形,澆口由原來(lái)的牛角(jiǎo)進膠改為現在的(de)大水口搭底進膠,分流道改為了S形,可防止主流道及(jí)分流道 的(de)冷料進(jìn)入模腔。實際的試(shì)模產品如(rú)圖9-1、9-2所(suǒ)示,產(chǎn)品無變形
五、結論:
此產品雖然結構較簡單,但變(biàn)形問題嚴重影響了產品的質量並且很難解決。此類似產品的變形問題在(zài)注塑行業經常出現(xiàn),雖用了其(qí)它(tā)的一些方法生(shēng)產,但始終解決(jué)不了根本性的問題,還(hái)浪費了大量的人力物力(lì)。因此我們在模具設計階段一定要提前解決產品將來可能出現的缺陷問題,Moldflow 終究隻是個軟件,並不能反映所有問題,因此需要工程師不斷的(de)積累經驗,觀察試模出來的產品與模流分析(xī)結果是否一致,找出原因並不斷的對比以找到適合本企業的一個標準,作為企(qǐ)業寶貴的Know-How. 通(tōng)過Moldflow的全麵(miàn)運用,建(jiàn)立企業最寶貴的知識數據庫,這(zhè)樣(yàng)工程師的水平(píng)會迅速提高,企業的整體水平也會(huì)得到提升。
深圳市激情A片久久久久久app下载模具有限公(gōng)司是一家專業的塑膠模具設計生產工廠(chǎng),致力於中型汽車模具, 電子產品, 家(jiā)電類產(chǎn)品, 家用品, 工業應用, 農業, 醫療器械(xiè)等產品模具設計開發及生產.長期以(yǐ)來, 我(wǒ)們通過(guò)給客戶提供價格低, 質量好, 交期準的服務, 贏得了海內外(wài)客戶的(de)一致好評。可以通過我們公司官(guān)網(http://www.puv365.com/)查看更多塑膠模具產品、塑膠注塑產品、塑料產品等等一些定製模具(jù)開模。
上一篇(piān): 汽車模曲麵分型麵的創建技巧,深圳塑膠模具設計

全國服務熱線:
 深圳市激情A片久久久久久app下载模具有限公司
深圳市激情A片久久久久久app下载模具有限公司 掃一掃
添加微信谘詢
全國免費服務熱線
137-1421-9339